 Login
Login




- Was ist ein PEM-Elektrolyseur und wie funktioniert er?
- Wie unterscheidet sich ein PEM-Elektrolyseur von alkalischen und AEM-Technologien?
- Was sind die Schlüsselkomponenten eines PEM-Elektrolyseurstapels?
- Welche Materialien werden in PEM-Elektrolyseuren verwendet und warum sind Edelmetalle erforderlich?
- Was sind die typischen Betriebsbedingungen von PEM-Elektrolyseuren?
- Wie werden Leistung und Wirkungsgrad in PEM-Elektrolyseuren bewertet?
- Was sind die wichtigsten Degradationsmechanismen in PEM-Elektrolyseuren?
- Welche Sicherheitsaspekte sind bei PEM-Elektrolyseuren wichtig?
- Welche Rolle spielt die Nebenanlagen (BoP) in PEM-Systemen?
- Was sind die Kostentreiber und Herausforderungen bei der Kommerzialisierung?
- Wo lassen sich PEM-Elektrolyseure am besten einsetzen?
- Wie sehen die Zukunftsaussichten für die PEM-Elektrolysetzer-Technologie aus?
Was ist ein PEM-Elektrolyseur und wie funktioniert er?
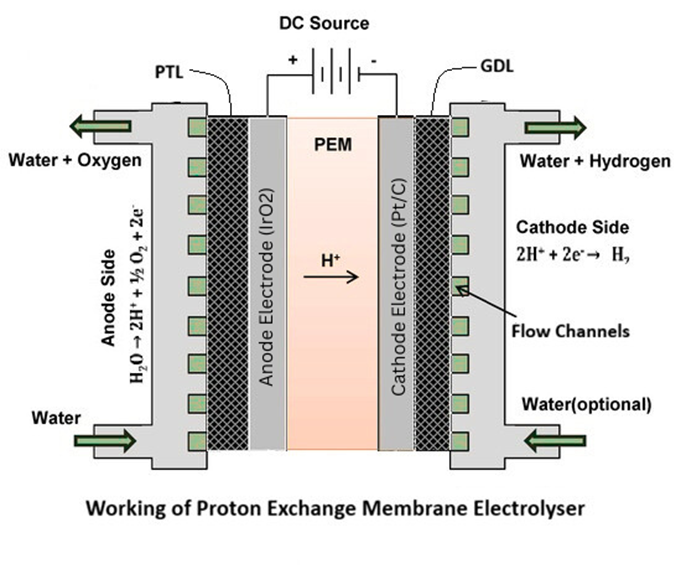
Ein PEM-Elektrolyseur (Proton Exchange Membrane) ist eine Technologie zur Wasserelektrolyse, bei der durch die Spaltung von Wassermolekülen mit Gleichstrom (DC) Wasserstoff erzeugt wird. Er arbeitet mit einer festen Polymermembran, die Protonen (H⁺) leitet und gleichzeitig Wasserstoff- und Sauerstoffgase trennt. Wenn Gleichstrom angelegt wird, wird Wasser an die Anodenseite der Zelle geleitet. An der Anode wird das Wasser oxidiert, wodurch Sauerstoffgas, Protonen und Elektronen entstehen. Die Reaktion an der Anode lautet:
2H₂O → O₂ + 4H⁺ + 4e⁻





Die an der Anode erzeugten Protonen wandern durch die protonenleitende Membran zur Kathode. Die Membran lässt nur Protonen passieren, während sie Gase und Elektronen zurückhält. Die Elektronen fließen durch den externen Stromkreis und erreichen die Kathode, wo sie sich mit Protonen verbinden, um Wasserstoffgas zu erzeugen:
4H⁺ + 4e⁻ → 2H₂
Die Membran erfüllt drei entscheidende Funktionen: Protonenleitung, Gastrennung und elektrische Isolierung zwischen den Elektroden. Da der Elektrolyt fest ist und in die Membran integriert ist, zeichnen sich PEM-Elektrolyseure durch eine kompakte Bauweise, schnelle Reaktionszeiten und hohe Betriebseffizienz aus. Die saure Umgebung im Inneren der Zelle erfordert hochkorrosionsbeständige Materialien, was das Systemdesign stark beeinflusst.
Wie unterscheidet sich ein PEM-Elektrolyseur von alkalischen und AEM-Technologien?
Die PEM-Elektrolyse unterscheidet sich in Bezug auf den Ionentransportmechanismus, die Betriebschemie, die Materialien und das Systemverhalten erheblich von der alkalischen und der Anionenaustauschmembran-Elektrolyse (AEM). PEM-Systeme leiten Protonen (H⁺) durch eine feste Membran in einer sauren Umgebung. Im Gegensatz dazu leiten alkalische Systeme Hydroxidionen (OH⁻) durch einen flüssigen Kaliumhydroxid-Elektrolyten. AEM-Systeme leiten ebenfalls Hydroxidionen, verwenden jedoch eine feste Membran anstelle eines flüssigen Elektrolyten.
PEM-Elektrolyseure sind kompakt und können bei hohen Stromdichten betrieben werden. Sie reagieren schnell auf Leistungsschwankungen, was sie für die Integration erneuerbarer Energien besonders geeignet macht. Die sauren Bedingungen erfordern jedoch teure Katalysatoren aus Platingruppenmetallen wie Iridium und Platin sowie Titanbauteile zur Korrosionsbeständigkeit.
Alkalische Systeme sind hinsichtlich der Materialien kostengünstiger, jedoch sperriger und reagieren langsamer auf dynamische Veränderungen. AEM-Systeme zielen darauf ab, die Kostenvorteile alkalischer Systeme mit der kompakten Bauweise von PEM-Systemen zu verbinden, befinden sich jedoch noch in der Entwicklung.
Daher gilt die PEM-Technologie als die ausgereifteste und leistungsorientierteste Option für die Hochdruck- und dynamische Wasserstoffproduktion.
Was sind die Schlüsselkomponenten eines PEM-Elektrolyseurstapels?
Ein PEM-Elektrolyseurstapel besteht aus mehreren sich wiederholenden elektrochemischen Zellen, die elektrisch in Reihe geschaltet sind. Jede Zelle enthält mehrere kritische Komponenten. Im Zentrum befindet sich die Protonenaustauschmembran, die typischerweise aus einem Perfluorsulfonsäurepolymer wie Nafion besteht. Diese Membran leitet Protonen und trennt gleichzeitig Wasserstoff- und Sauerstoffgase.
Auf beiden Seiten der Membran befinden sich Katalysatorschichten. Der Anodenkatalysator fördert die Sauerstoffentwicklungsreaktion, während der Kathodenkatalysator die Wasserstoffentwicklungsreaktion unterstützt. Diese Katalysatorschichten werden von porösen Transportschichten (PTLs) oder Gasdiffusionsschichten (GDLs) gestützt, die Wasser verteilen und Gase effizient entfernen.
Zwischen benachbarten Zellen sind Bipolarplatten angeordnet. Sie verteilen den Strom gleichmäßig, steuern den Flüssigkeitsfluss durch interne Kanäle und bieten strukturelle Unterstützung. In PEM-Systemen bestehen Bipolarplatten aufgrund der korrosiven sauren Umgebung häufig aus Titan.
Dichtungen und Dichtungsringe verhindern Gasleckagen und sorgen für die Trennung zwischen den Kammern. Der Stapel wird mithilfe von Endplatten und Zugstangen komprimiert, um einen gleichmäßigen Anpressdruck zu gewährleisten. Die richtige Kompression ist entscheidend für die elektrische Leistung, die Dichtheit und die langfristige Haltbarkeit.
![]()
Welche Materialien werden in PEM-Elektrolyseuren verwendet und warum sind Edelmetalle erforderlich?
Die saure Umgebung in PEM-Elektrolyseuren erfordert hochstabile und korrosionsbeständige Materialien. Die Membran besteht typischerweise aus fluorierten Polymeren wie Perfluorsulfonsäure-Membranen. Diese Materialien bieten eine hohe Protonenleitfähigkeit, chemische Stabilität und mechanische Beständigkeit.
An der Anode wird üblicherweise Iridiumoxid als Katalysator verwendet, da es den rauen oxidativ-sauren Bedingungen der Sauerstoffentwicklungsreaktion standhält. An der Kathode wird typischerweise Platin verwendet, da es eine ausgezeichnete Wasserstoffentwicklungsaktivität und Stabilität aufweist.
Titan wird häufig für Bipolarplatten und poröse Transportschichten auf der Anodenseite verwendet, da es in sauren und oxidativen Umgebungen korrosionsbeständig ist. Edelstahl kann nicht direkt an der Anode eingesetzt werden, da er dort schnell korrodieren würde.
Der Bedarf an Platingruppenmetallen erhöht die Systemkosten erheblich. Die Katalysatorbeladung und die Knappheit von Iridium sind wichtige Forschungsschwerpunkte in der PEM-Technologie.
Was sind die typischen Betriebsbedingungen von PEM-Elektrolyseuren?
PEM-Elektrolyseure arbeiten typischerweise bei Temperaturen zwischen 50 °C und 80 °C. Höhere Temperaturen verbessern die Reaktionskinetik und die Protonenleitfähigkeit, können jedoch den Membranabbau beschleunigen. Die Betriebsdrücke können von Atmosphärendruck bis zu 30–70 bar reichen, wobei einige fortschrittliche Systeme sogar noch höhere Drücke erreichen.
Die Stromdichten liegen typischerweise zwischen 1 und 3 A/cm², was höher ist als bei alkalischen Systemen. Eine hohe Stromdichte ermöglicht eine kompakte Stapelkonstruktion und eine höhere Wasserstoffproduktion pro Flächeneinheit.
PEM-Systeme erfordern hochreines entionisiertes Wasser. Verunreinigungen können Katalysatoren vergiften und die Membran zersetzen. Kühlsysteme sind integriert, um die während des Betriebs entstehende Wärme abzuführen. Eine präzise Druckregelung ist unerlässlich, um einen Gasübertritt zu verhindern und die Sicherheit zu gewährleisten.
Wie werden Leistung und Wirkungsgrad bei PEM-Elektrolyseuren bewertet?
Die Leistung wird hauptsächlich anhand der Zellspannung, der Wasserstoffproduktionsrate und der Energieeffizienz bewertet. Bei einer gegebenen Stromdichte deutet eine niedrigere Zellspannung auf einen höheren Wirkungsgrad hin. Die theoretische Mindestspannung für die Wasserelektrolyse liegt bei etwa 1,23 V, doch praktische PEM-Systeme arbeiten je nach Stromdichte zwischen 1,8 und 2,2 V.
Zu den Wirkungsgradverlusten zählen Aktivierungsverluste aufgrund der Reaktionskinetik, ohmsche Verluste durch den Membranwiderstand sowie Stofftransportverluste aufgrund von Einschränkungen beim Gas- und Wasserfluss. Der faradaysche Wirkungsgrad misst, wie effektiv elektrischer Strom in Wasserstoff umgewandelt wird.
Der Energieverbrauch liegt typischerweise zwischen 50 und 60 kWh pro Kilogramm Wasserstoff. Der Stapelwirkungsgrad unterscheidet sich vom Systemwirkungsgrad, da auch die übrigen Anlagenkomponenten Energie verbrauchen.
Was sind die wichtigsten Degradationsmechanismen in PEM-Elektrolyseuren?
Die Degradation in PEM-Elektrolyseuren tritt hauptsächlich in der Membran und den Katalysatorschichten auf. Diese Komponenten arbeiten unter rauen chemischen und elektrochemischen Bedingungen. Mit der Zeit nimmt ihre Leistung langsam ab.
Eine Membranverschleiß kann durch chemische Einwirkung entstehen. Reaktive Radikale, die während des Betriebs gebildet werden, können die Polymerstruktur der Membran beschädigen. Dies verringert ihre Protonenleitfähigkeit. Mechanische Beanspruchung ist eine weitere Ursache für Verschleiß. Die Membran dehnt sich aus und zieht sich zusammen aufgrund von Änderungen der Temperatur, des Feuchtigkeitsgehalts und des Drucks. Wiederholte Beanspruchung kann zu einer Ausdünnung oder zu kleinen Rissen führen. Wenn die Membran zu dünn oder beschädigt wird, kann der Gasdurchgang zunehmen. Dies verringert den Wirkungsgrad und führt zu Sicherheitsbedenken.
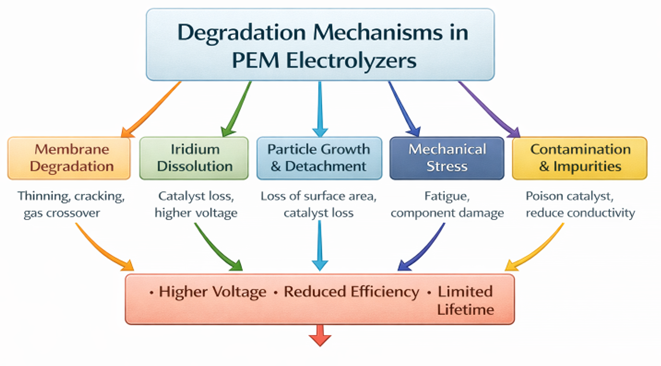
Auch der Katalysatorabbau ist ein großes Problem. An der Anode kann sich Iridium unter Bedingungen mit hohem Potential langsam auflösen. Dies verringert die katalytische Aktivität im Laufe der Zeit. Katalysatorpartikel können zudem agglomerieren, was bedeutet, dass sie größer werden und an Oberfläche verlieren. In einigen Fällen können sich Katalysatorpartikel von ihrer Trägerstruktur lösen. Dies verringert die Anzahl der aktiven Reaktionsstellen und erhöht die Zellspannung.
Mechanische Belastungen durch Druckwechsel und thermische Ausdehnung beeinträchtigen ebenfalls die Lebensdauer des Stacks. Häufige Lastwechsel können die Belastung sowohl der Membran als auch der Elektroden erhöhen. Über lange Zeiträume verringern diese Effekte die Systemleistung. Unter gut kontrollierten Betriebsbedingungen erreichen PEM-Elektrolysestacks typischerweise Lebensdauern zwischen 50.000 und 80.000 Betriebsstunden. Die tatsächliche Lebensdauer hängt von Betriebstemperatur, Druck, Stromdichte und Wartungspraktiken ab.
Welche Sicherheitsaspekte sind bei PEM-Elektrolyseuren wichtig?
Die Sicherheit bei PEM-Elektrolyseuren konzentriert sich hauptsächlich darauf, eine Vermischung von Wasserstoff und Sauerstoff zu verhindern. Ein Gemisch aus Wasserstoff und Sauerstoff kann explosiv sein. Das System muss außerdem den Druck während des Betriebs sorgfältig regeln. Wenn der Druck nicht ausgeglichen ist, können Gase die Membran durchdringen. Dies wird als Gas-Crossover bezeichnet. Gas-Crossover erhöht das Risiko, dass sich im Inneren der Zelle ein gefährliches Gemisch bildet.
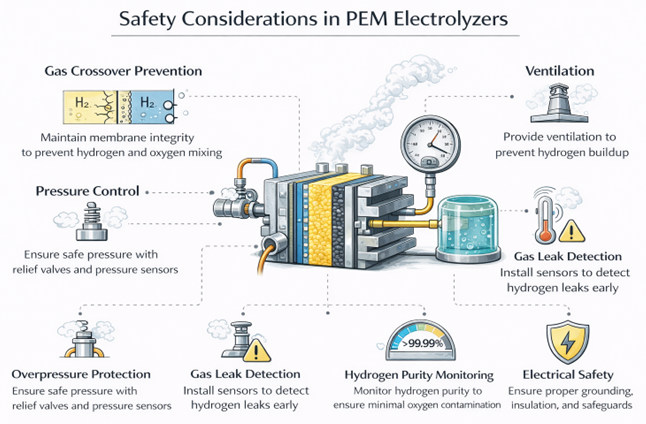
Um dies zu verhindern, verwenden PEM-Systeme eine Differenzdruckregelung. Diese hält den Druckunterschied zwischen Anode und Kathode innerhalb sicherer Grenzen. Die Wasserstoffreinheit wird während des Betriebs kontinuierlich überwacht. Wird Sauerstoff im Wasserstoffstrom festgestellt, kann das System Alarme auslösen oder Abschaltvorgänge einleiten. Rund um das System sind Lecksensoren installiert, um eventuelle Wasserstofflecks frühzeitig zu erkennen.
Notentlüftungssysteme sind ebenfalls vorhanden. Diese Systeme lassen Gase sicher ab, falls sich ein abnormaler Druck aufbaut. Korrekte Start- und Abschaltverfahren sind sehr wichtig. Plötzliche Druck- oder Temperaturänderungen können die Membran beschädigen und das Risiko eines Crossover erhöhen. Ein kontrolliertes Hoch- und Herunterfahren reduziert die mechanische und thermische Belastung des Stacks.
Viele PEM-Elektrolyseure arbeiten unter hohem Druck, um den Kompressionsbedarf im nachgelagerten Bereich zu reduzieren. Der Hochdruckbetrieb erfordert eine robuste mechanische Konstruktion und hochwertige Materialien. Alle Druckbehälter, Dichtungen und Armaturen müssen strenge Sicherheitsstandards erfüllen. Wasserstoff ist hochentzündlich und entzündet sich leicht. Daher sind sorgfältige Sicherheitstechnik, Überwachung und Wartung in PEM-Elektrolysesystemen zwingend erforderlich.
Welche Rolle spielt die Balance of Plant (BoP) in PEM-Systemen?
Die Balance of Plant, kurz BoP, umfasst alle unterstützenden Systeme, die für den ordnungsgemäßen Betrieb eines PEM-Elektrolyseurs erforderlich sind. Diese Systeme produzieren zwar nicht direkt Wasserstoff, ermöglichen aber den sicheren und effizienten Betrieb des Stacks.
Leistungselektronik ist ein wesentlicher Bestandteil der BoP. Gleichrichter wandeln Wechselstrom (AC) aus dem Netz oder aus erneuerbaren Quellen in Gleichstrom (DC) um. Der Elektrolysestapel benötigt für einen geregelten Betrieb eine stabile Gleichstromversorgung. Leistungssteuerungssysteme helfen zudem bei der Steuerung von Start, Abschaltung und Lastwechseln. Wasseraufbereitungssysteme versorgen den Stapel mit hochreinem entionisiertem Wasser. Verunreinigungen im Wasser können die Membran beschädigen und die Katalysatoren vergiften. Eine ordnungsgemäße Wasseraufbereitung verbessert die Leistung und verlängert die Lebensdauer des Systems.
Kühlsysteme leiten die bei der Elektrolyse entstehende Wärme ab. Die Temperatur muss innerhalb eines bestimmten Bereichs gehalten werden, um die Membran zu schützen und die Effizienz aufrechtzuerhalten. Zu diesem Zweck werden üblicherweise Wärmetauscher und Kühlkreisläufe eingesetzt. Gas-Flüssigkeits-Abscheider entfernen nach der Produktion Wassertropfen aus den Wasserstoff- und Sauerstoffströmen. Trockner werden verwendet, um den Feuchtigkeitsgehalt im Gas vor der Speicherung oder Weiterverwendung zu reduzieren. In einigen Systemen sind Kompressoren integriert, um den Wasserstoffdruck für die Speicherung oder den Transport zu erhöhen.
Mess- und Regelsysteme überwachen kontinuierlich wichtige Parameter wie Spannung, Strom, Temperatur, Druck und Gasreinheit. Diese Systeme ermöglichen einen automatischen Betrieb und eine schnelle Fehlererkennung. Die BoP kann einen großen Teil der Gesamtsystemkosten ausmachen. Sie hat einen starken Einfluss auf die Gesamteffizienz, Sicherheit und langfristige Zuverlässigkeit des PEM-Elektrolysesystems.
Was sind die Kostentreiber und Herausforderungen bei der Kommerzialisierung?
Die wichtigsten Kostentreiber bei PEM-Elektrolyseuren sind Edelmetallkatalysatoren, Titankomponenten und Membranmaterialien. Der Anodenkatalysator enthält in der Regel Iridium, die Kathode Platin. Diese Metalle sind teuer und nur begrenzt verfügbar. Die in jeder Zelle verwendete Katalysatormenge, die sogenannte Katalysatorbeladung, hat einen starken Einfluss auf die Gesamtinvestitionskosten. Eine höhere Katalysatorbeladung erhöht die Systemkosten direkt.
Titan wird in PEM-Systemen häufig verwendet, insbesondere für Bipolarplatten und poröse Transportschichten auf der Anodenseite. Titan ist unter sauren Bedingungen korrosionsbeständig, aber auch kostspielig. Dies trägt zu den Gesamtkosten des Stacks bei. Die Protonenaustauschmembran selbst besteht aus speziellen fluorierten Polymeren, deren Herstellung ebenfalls teuer ist.
Die Knappheit von Iridium ist ein großes Problem für den großtechnischen Einsatz. Die weltweite Iridiumproduktion ist begrenzt, und die steigende Nachfrage durch PEM-Elektrolyseure kann zu Risiken in der Lieferkette führen. Daher stehen die Reduzierung des Katalysatorbedarfs und alternative Materialien im Mittelpunkt der Forschung.
Um die Kosten zu senken, sind großtechnische Fertigung und Automatisierung erforderlich. Die Massenproduktion trägt zur Standardisierung der Komponenten und zur Senkung der Arbeitskosten bei. Höhere Produktionsmengen senken zudem die Materialkosten durch Großeinkäufe. Mit steigendem Produktionsvolumen können die Kosten für die Elektrolyzerstapel aufgrund von Skaleneffekten sinken. Dies ist entscheidend, um die PEM-Wasserstoffproduktion wirtschaftlich wettbewerbsfähig zu machen

Wo kommen PEM-Elektrolyseure am besten zum Einsatz?
PEM-Elektrolyseure eignen sich gut für Anwendungen, die Wasserstoff von sehr hoher Reinheit erfordern. Der erzeugte Wasserstoff ist in der Regel von hoher Qualität und kann direkt in Brennstoffzellen und anderen empfindlichen Anwendungen genutzt werden. Diese Systeme zeichnen sich zudem durch eine kompakte Bauweise aus, wodurch sie sich für Installationen mit begrenztem Platzangebot eignen.
PEM-Elektrolyseure reagieren schnell auf Änderungen der Leistungsaufnahme. Sie können die Produktion innerhalb von Sekunden erhöhen oder verringern. Dies macht sie ideal für den dynamischen Betrieb. Sie werden häufig in Projekten für grünen Wasserstoff eingesetzt, die an Wind- und Solarkraftwerke angeschlossen sind. Erneuerbare Energiequellen erzeugen oft schwankende Leistungen, und PEM-Systeme können diese Schwankungen effektiv bewältigen.
PEM-Elektrolyseure eignen sich auch für die Hochdruck-Wasserstoffproduktion. Sie können Wasserstoff bei erhöhtem Druck erzeugen, was den Bedarf an zusätzlicher Kompression verringert. Dies ist nützlich in Wasserstoffmobilitätsanwendungen wie Brennstoffzellenfahrzeugen und Tankstellen. Darüber hinaus werden PEM-Systeme für Netzausgleichsdienste eingesetzt. Sie können überschüssigen Strom bei hoher Erzeugung aus erneuerbaren Energien aufnehmen und in Wasserstoff umwandeln. Ihre schnelle Reaktionszeit und ihre betriebliche Flexibilität machen sie äußerst kompatibel mit modernen Systemen für erneuerbare Energien.
Wie sehen die Zukunftsaussichten für die PEM-Elektrolysetechnologie aus?
Die Zukunft der PEM-Elektrolyse hängt von mehreren wichtigen Verbesserungen ab. Ein wichtiges Ziel ist die Reduzierung der Katalysatorbeladung. Edelmetalle wie Iridium und Platin sind teuer und nur begrenzt verfügbar. Eine Verringerung der Menge dieser Metalle in jeder Zelle wird die Systemkosten erheblich senken. Forscher arbeiten zudem an der Entwicklung alternativer Katalysatormaterialien, die weniger oder gar kein Iridium enthalten.
Die Verbesserung der Membranbeständigkeit ist eine weitere wichtige Priorität. Die Membran muss viele Jahre lang funktionieren, ohne an Leitfähigkeit oder mechanischer Festigkeit zu verlieren. Eine bessere chemische Stabilität und Widerstandsfähigkeit gegenüber mechanischer Beanspruchung tragen dazu bei, die Lebensdauer des Stacks zu verlängern. Eine längere Lebensdauer senkt die Ersatzkosten und verbessert die Gesamtwirtschaftlichkeit des Projekts.
Ebenso wichtig ist die Senkung der Herstellungskosten. Eine groß angelegte automatisierte Produktion kann die Stückkosten durch Standardisierung und Skaleneffekte senken. Viele Unternehmen investieren in Produktionsanlagen im Gigawatt-Maßstab, um die Produktionskapazität zu erhöhen. Auch der Hochdruckbetrieb wird weiterentwickelt. Die direkte Wasserstofferzeugung bei höherem Druck verringert den Bedarf an externen Kompressoren. Modulare Stapelkonstruktionen werden immer häufiger eingesetzt. Diese Konstruktionen ermöglichen eine einfachere Skalierung und Wartung.